What Is and What Is Not Traceability? The Most Common Myths
Growing quality requirements, increasingly stringent legal regulations, and customer expectations regarding production transparency mean that traceability is becoming one of the pillars of modern production management. Despite this, many misconceptions still surround it. Companies often invest in it while only partially implementing the idea of product traceability.
Production Under Scrutiny: What Traceability Tells Us
What exactly is traceability, and what can it offer to manufacturing companies? What areas of the process does it cover, and what are its types? Is it merely a regulatory requirement – or a practical tool supporting production efficiency and safety?
From Paper Documentation to Full Traceability. The Digital Transformation at OnlyBio.life
Millions of items annually, hundreds of formulas, continuous product launches, adherence to strict quality standards and GMP requirements, multiple legal obligations – this is the reality of many FMCG companies. In such an environment, traceability is no longer a nice-to-have addition, but a necessity. Moreover, its dependable performance is the condition for a business’s stable growth.
Digital Technologies and Strategies for Increasing Energy Efficiency
We live in an era of spectacular changes — Technological, Economic, and Business-related. Changes we can prepare for, and those that surprise us day by day.
Boost Productivity with AI. ImFactory and Braincube
Your manufacturing data may hold far greater potential than you think. Find out how to unlock it and genuinely boost efficiency — without costly investments in new infrastructure.
One of the main factors that impact production effectiveness in a factory is lowered availability of production equipment, as well as the lack of tools to determine the cause of stoppages or the number of downtime events. Production managers also have to face complex legal requirements, which include, for instance, recording the product genealogy. The question arises: what can be done to remove these obstacles? A Manufacturing Execution System (MES) might be just the right answer.
What exactly is an MES?
A Manufacturing Execution System (MES) can operate across multiple areas and at different levels of complexity, but its primary purpose is to manage manufacturing data.
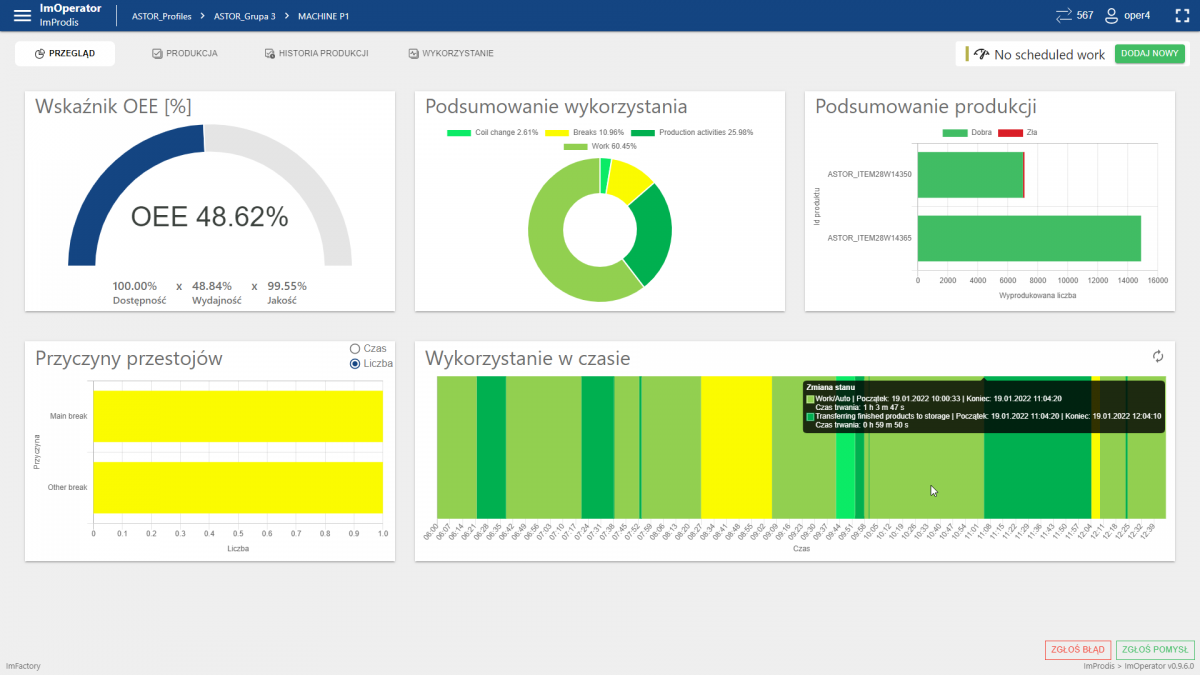
An MES interface. Source: ImFactory
Contrary to an Enterprise Resource Planning (ERP) system, which focuses on a production shift, an MES gathers data with much higher precision.
There are several layers in which an MES supports production processes. The system’s goal is not to help operators gather data faster or managers make decisions easier, but to synchronize the three organizational levels present in every company: production, operations, and management.
The components of an MES
From a technical point of view, an MES is an IT system equipped with a database where a vast amount of data is gathered and computed. Provided in real-time by the automation layer (sensors, PLC controllers etc.) and/or declared by users, the data is grouped contextually and delivered to end devices (such as HMI panels, internet browsers and industrial computers) in the form of reports and analyses.
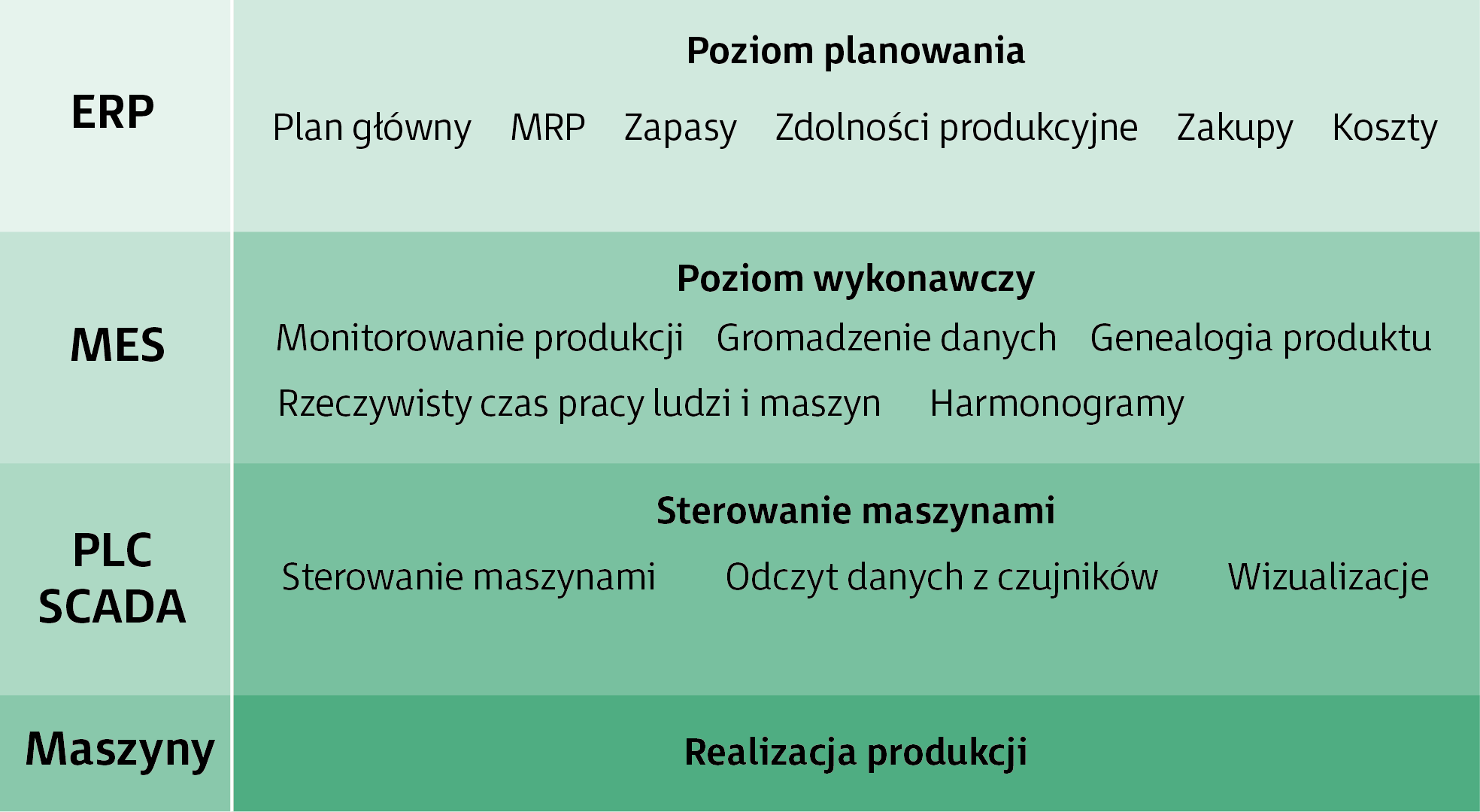
Outlining the system components is not enough to understand its structure. It is crucial to point out that an MES synchronizes the two layers: production (automation, controls, sensors, and other devices used in production) and business (ERP systems and higher-level systems for planning, scheduling, human resources, production accounting, invoicing, etc.).
Four levels of production control. Source: ImFactory
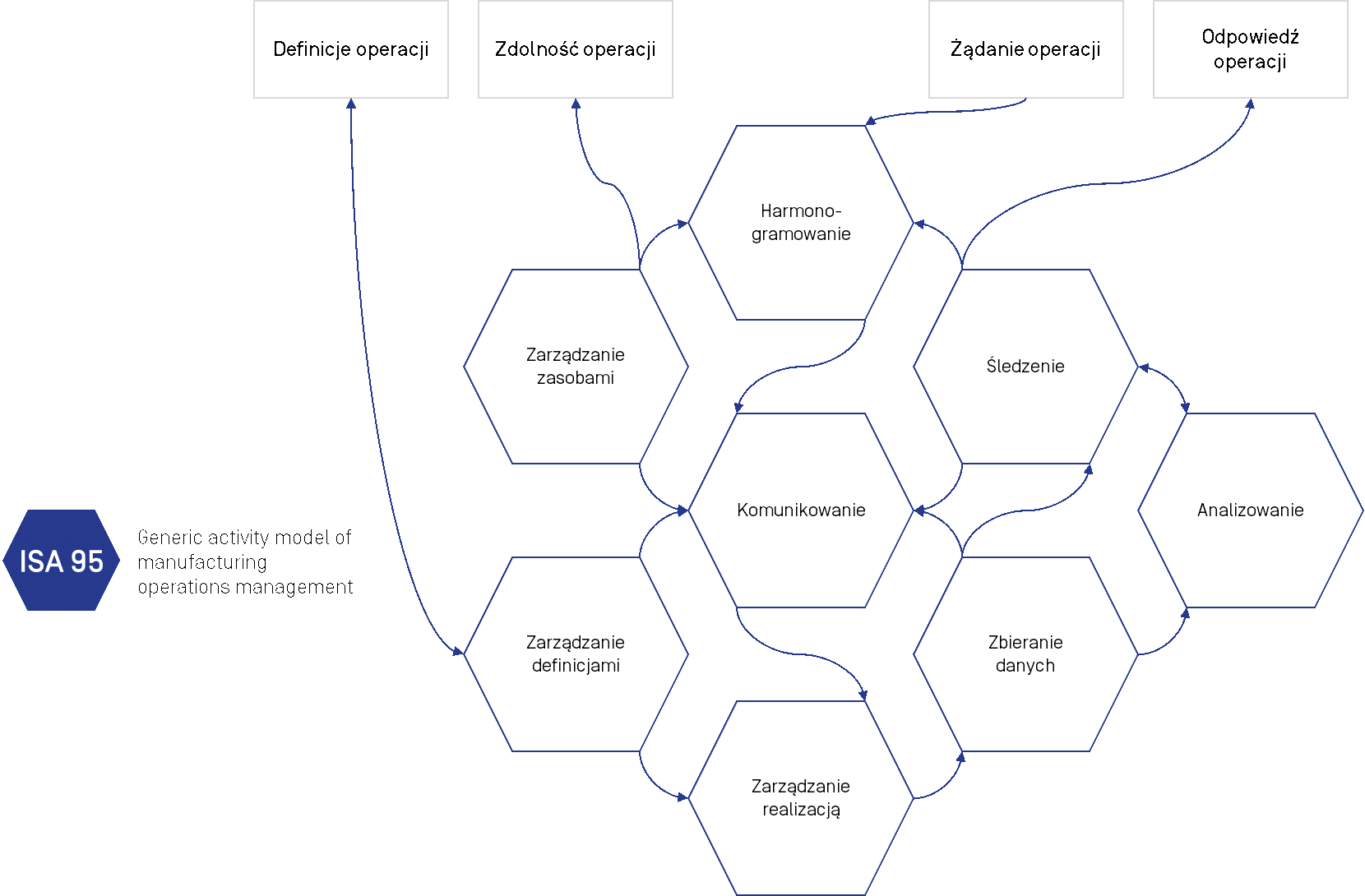
In a more practical sense, an MES is a set of activities described by the ISA-95 standard. The basic principles of this standard concern the creation of interfaces, which provide connection with control systems, as well as ensure good communication between the three above-mentioned organizational levels.
MES were originally designed for manufacturing companies and are primarily used in machinery and production. However, they can also be used in manufacturing not only goods but also services.
The model of manufacturing operations management in practice. Source: ImFactory
An MES in practice – what does it do exactly?
An MES can function as a manual, a semi-automated, or a fully automated system. For instance, the systems used in the automotive industry are highly automated, with machines providing the complete set of information. Here, the role of an MES in practice is limited to checking basic business logic and, in most cases, recording production from the automated processes, giving them additional context, such as the production order or the operator.
A semi-automated system is, for example, used for recording downtime. A machine informs the system that its state has changed (it stopped), reporting the real-time of the event, and the operator clarifies why the stoppage took place. In another example, a machine automatically calculates the number of good and defective parts, and the operator determines the causes of defects or quality classes of products.
In manual systems, it is the operator who reports when and how the state of the machine has changed. The operator initializes orders and registers products, which is mostly applicable in production with long cycle times, where the process is very slow and the difference between real and reported time of stoppage is not significant, or the work is done manually and it’s impossible to read data automatically. It is the case with manual welding or precision tasks performed under the microscope.
Then, depending on what has been reported (by the machine or the operator), the system initiates a specific string of events. If, for example, information about a machine status change is recorded, the system can simultaneously pass it to the maintenance department and the planning system. If this information concerns a machine stoppage, the work schedule needs to be changed. If the operator signals the start of an order, the system automatically checks whether all the conditions for that order are met. Very complex processes can be initialized based on only one signal.
So, whether an MES is focused on effectiveness, operations, or quality, its basic function in practice is to manage manufacturing orders, understood as sequences of operations that transform materials into semi-finished or finished goods. Orders are usually associated with workstations, which is the main element around which an MES builds its history.
It has to be noted that an MES in practice in production should never work isolated from the environment in which it operates. Maintaining a single source of truth is crucial to keep the data and information coherent. Therefore, implementing an MES should always be accompanied by integration tasks, not only with an ERP system (here: key tasks), but also with supporting systems used by the company, such as WMS, CMMS, APS, and any other tool that affects the manufacturing process and its management.
An MES – who is it for and where will it work?
From the point of view of the three above-mentioned organizational levels, various users will benefit from an MES:
management,
operations,
production.
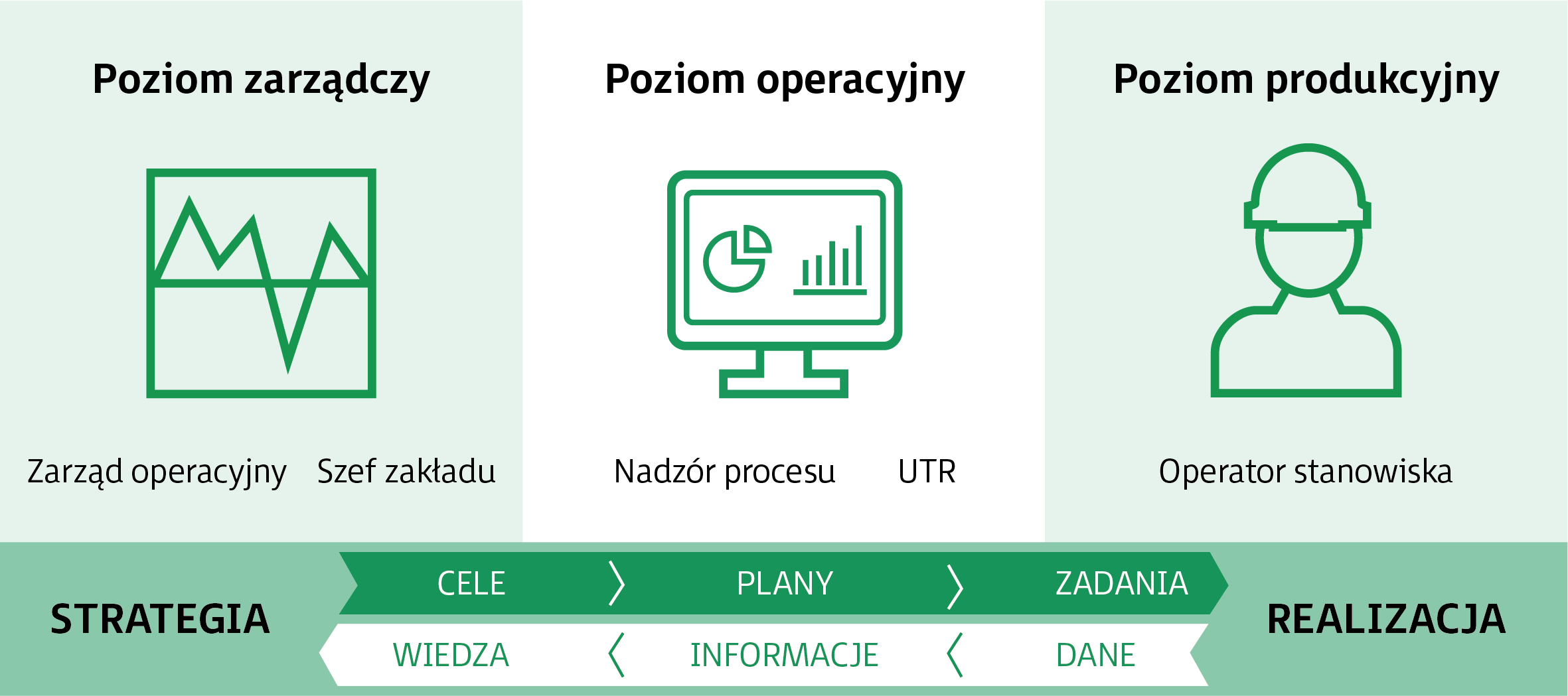
Three levels of MES users. Source: ImFactory
On the production level, the system’s users are production operators who deal with recording items, initiating orders, and registering stoppage information.
On the operational level, the users are production managers, foremen, shift supervisors and line leaders. What they need is a broader view of the situation, such as having insight into several elements, for example, several workstations that can be compared. The workstations can be thus inspected for proper operation and managed by shifting tasks from one station to another, or changing the required quantity when the station is unavailable for a long time or is working with lowered efficiency.
The goal of these users is to react to situations and learn from them by checking efficiency indicators (e.g., Overall Equipment Efficiency – OEE), examining the structure of availability losses, or controlling maintenance indicators, such as the time between failures or the time needed for repairs.
Finally, on the management level, a production director, a management board, or a COO need reports, analyses, and monitoring based on a long-term perspective. They want to know the overall efficiency of the company, how many orders are completed on time, the trend in the level of complaints, and whether there are quality losses.
What are the benefits of implementing an MES in practice?
The extent of implementing an MES in practice should always be tailored to the specific needs of the business, which may vary depending on the industry and the company’s level of digital maturity. Among these needs, the most standard requirement is to improve machinery utilization, i.e., to limit the problem of reduced availability by identifying the causes of stoppages and determining the number and duration of downtime events.
Another need is to eliminate quality issues. An MES provides modules that enable the creation of control charts and examination of the stability of processes, which results in eliminating product returns and reducing customer complaints.
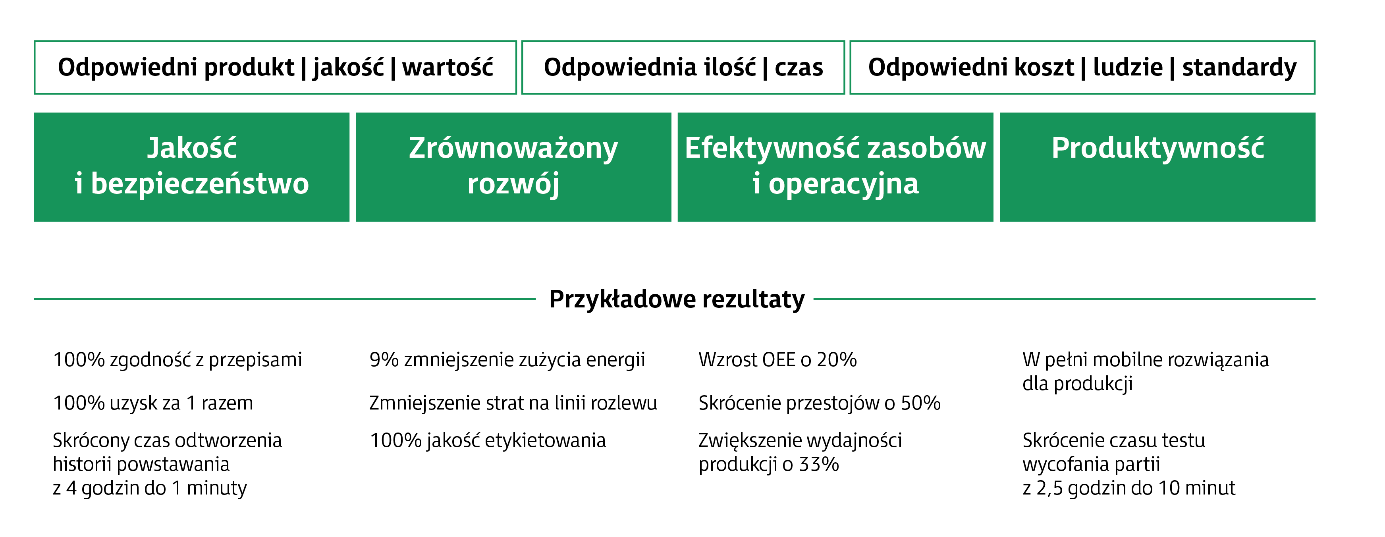
The benefits of implementing an MES in practice. Source: ImFactory
One more need is to meet legal requirements which concern recording the product genealogy. These requirements mainly apply to the food and pharmaceutical industries but can also occur elsewhere, for example, in the automotive sector. An MES provides full traceability of the history of each element’s creation.
This allows for a quicker recall of goods from the market. If one of the suppliers delivers a defective material, the system can trace all the products made from that material based on its batch number. As a result, the manufacturer may order for the products to be returned or repaired. Conversely, if a customer informs the company about a defective product, the system is able to identify all the materials from which the product was made, and search for other products that share these materials, as they may need similar attention.
What to keep in mind before purchasing an MES
It is important not to buy the system just for the sake of having it. The decision should be motivated. If the system is implemented in an unstructured, imperfect process layer, this will only lead to system errors, much more difficult to handle.
Technology in itself is not the answer. There are three areas that need to be taken into consideration: tools, people, and processes that take place in a company. For an MES implementation to be successful, they should be developed simultaneously. The need that can be turned into a business goal must be the motivation behind the process.
And the same need, analyzed from three different organizational levels, will look very different:
An operator wants to know what tasks there are to be done, what the deadline is, and how the work should be performed.
From a COO’s point of view, there is a need for information on the company’s production capacity and the actual availability of machinery, in order to plan how many products can be manufactured during one shift.
The management board, in turn, will be interested in how much the company is able to produce and how the turnover can be increased by eliminating process imperfections.
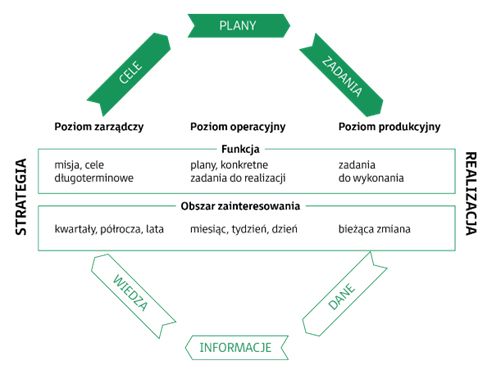
Keeping the balance and providing good communication between these three sectors is the foundation for an effective information flow in the company.
Strategy-production flow. Source: ImFactory
Where to start an MES implementation?
It is good practice to begin the implementation with a Proof of Concept or Proof of Value. You can start in a smaller area and get a smaller staff team accustomed to the change. For instance, in performance systems, it’s a good idea to begin with just measuring availability to capture time tags and determine causes of stoppages.
Your team will start getting used to having their workstation equipped with a tablet, an HMI panel, or an industrial computer. During a shift, there will be only a few new tasks, but this will help the staff adapt to the new environment and accept new elements of the workstation operation process, such as information about the order, process parameters, quality, and productivity.
In the communication strategy, an emphasis should be put on the implementation effects – the results of having a new system, data recorded with it, and process elements improved with this data. The staff needs to be aware of the benefits of implementing an MES and its influence on the company’s performance. The implementation should start from the bottom up, with support and guidance from the management.
Creating a test area is the first and most vital step, which will enable you to evaluate the results, examine the extent of improvements, and decide the following steps in developing the system.
Conclusion
Companies frequently need to switch between different goods and respond to the market’s and clients’ changing demands.
As in the Total Productive Maintenance (TPM) methodology, we aim to manufacture products of higher quality, faster, and at a lower cost. In order to facilitate these processes and achieve world-class manufacturing level, entrepreneurs need the support of computerized systems. An MES is one of the most vital ones for achieving these goals.
Although some of the system’s typical functionalities can be implemented immediately without much workload, it is worth remembering that an MES can be personalized and fitted to the specific requirements and needs of a company. When undertaking the process of digital transformation, it is also necessary to provide organizational support, which will enable further expansion and development of an MES is practice.
See also
Want to learn more? Visit our Knowledge Base, where you'll find articles and webinars by experts to expand your knowledge.
Check if Digital Transformation is the Answer to Your Company's Needs
Free Consultation
Thank you for submitting the form.
Our account manager will contact you within 1 business day to learn more about your challenges and schedule an appointment with the consultant best suited to your needs.
While you’re waiting, we encourage you to go to ImFactory’s Knowledge Base, where you’ll find many interesting webinars, articles and case studies that will introduce you to the world of Digital Transformation