MES w Rafinerii Gdańskiej. Wczoraj. Dziś. Pojutrze?
Ponad dekadę temu zakład w Gdańsku – wspierany przez specjalistów z ImFactory, ASTOR oraz APISystems – podjął decyzję o wdrożeniu systemu MES. Decyzję, która w tamtym czasie była odważna i wymagająca. Ale jak się okazało słuszna. Dziś wracamy, by z perspektywy lat zobaczyć jej efekty. Jak system dojrzał razem z organizacją? I jak realnie zmienił codzienną pracę Rafinerii Gdańskiej?
Czym jest, a czym nie jest traceability? Najczęstsze mity
Rosnące wymagania jakościowe, oczekiwania klientów dotyczące przejrzystości oraz coraz bardziej restrykcyjne normy prawne sprawiają, że traceability staje się jednym z filarów nowoczesnego zarządzania produkcją. Mimo to, wciąż krąży wokół niego wiele nieporozumień. Efekt? Firmy często inwestują w rozwiązania, które tylko częściowo realizują ideę identyfikowalności.
Czym właściwie jest traceability i jakie możliwości daje przedsiębiorstwom produkcyjnym? Jakie obszary procesu obejmuje? Jakie typy traceability możemy wyróżnić? Czy identyfikowalność to tylko wymóg regulacyjny? A może przydatne narzędzie wspierające efektywność i bezpieczeństwo produkcji?
Webinar: Pełna kontrola nad produkcją. MES Traceability w branży FMCG
W branży dóbr szybkozbywalnych (FMCG) pełna identyfikowalność produktu to coraz częściej standardowe oczekiwanie i wymóg prawny. Klienci kładą nacisk na transparentność, a producenci potrzebują narzędzi, które pozwalają utrzymać kontrolę nad każdym etapem wytwarzania i szybko reagować na wszelkie niezgodności. Ręczne prowadzenie dokumentacji i tradycyjne arkusze kalkulacyjne to zdecydowanie za mało, aby tym wymaganiom sprostać.
Monitoring maszyn pozwala uzyskać wiarygodne informacje o pracy zarówno poszczególnych urządzeń, jak i całych stanowisk roboczych. Jakie sposoby monitorowania maszyn wykorzystać, aby zebrać jak najwięcej wartościowych informacji? I co warto wziąć pod uwagę, decydując się na konkretne rozwiązania?
Jakie maszyny można podłączyć do systemu monitoringu? Czy koniecznie muszą być to nowe maszyny? A może to właśnie te stare dobrze by było objąć monitoringiem? Czy powinny to być maszyny wysoce zautomatyzowane? Czy można automatycznie uzyskiwać informacje ze stanowisk ręcznych?— te i podobne pytania stawiają zazwyczaj osoby, które zaczynają myśleć o wprowadzeniu monitoringu maszyn do swojego przedsiębiorstwa.
Dla wykorzystywanych w celu automatycznego zbierania danych z maszyn systemów — systemu monitoringu maszyn albo systemu MES, to czy stanowisko jest wysoce zautomatyzowane, nie ma żadnego znaczenia. Monitoringiem możemy objąć dowolną maszynę, która wysyła sygnały niosące z sobą użyteczną informacje. A to co uznamy za użyteczną informację, zależy już tylko i wyłącznie od nas.
Po co monitorować pracę maszyn?
Kluczowym zagadnieniem, od którego należy wyjść myśląc o monitorowaniu maszyn i całych stanowisk, nie jest więc pytanie jakie maszyny można podłączyć, tylko po co w ogóle podłączać te maszyny?
Żeby uzyskać wiarygodne dane na poziomie systemów klas wyższych, należy zadbać przede wszystkim o jakość i wiarygodność danych z najniższego poziomu, czyli z poziomu maszynowego. To właśnie tutaj przepływają informacje o produkcie, o zleceniach czy o stanowiskach takich maszyn.
Dlatego decyzja o tym, czy podłączyć daną maszynę nie zależy tylko od rodzaju stanowiska produkcyjnego. Znacznie ważniejsze jest to, co chcemy osiągnąć dzięki zbieranym sygnałom. Czy potrzebujemy tylko uzyskać dane w czasie rzeczywistym? Czy chcemy uwiarygodnić już posiadane dane? Czy może ważne jest dla nas, żeby odciążyć osoby, które zajmują się ręcznym wprowadzaniem informacji, tak żeby mogły zająć się tylko produkcją? – to właściwe pytania, nad którymi warto się na początku zastanowić.
Sposoby zbierania danych z maszyn
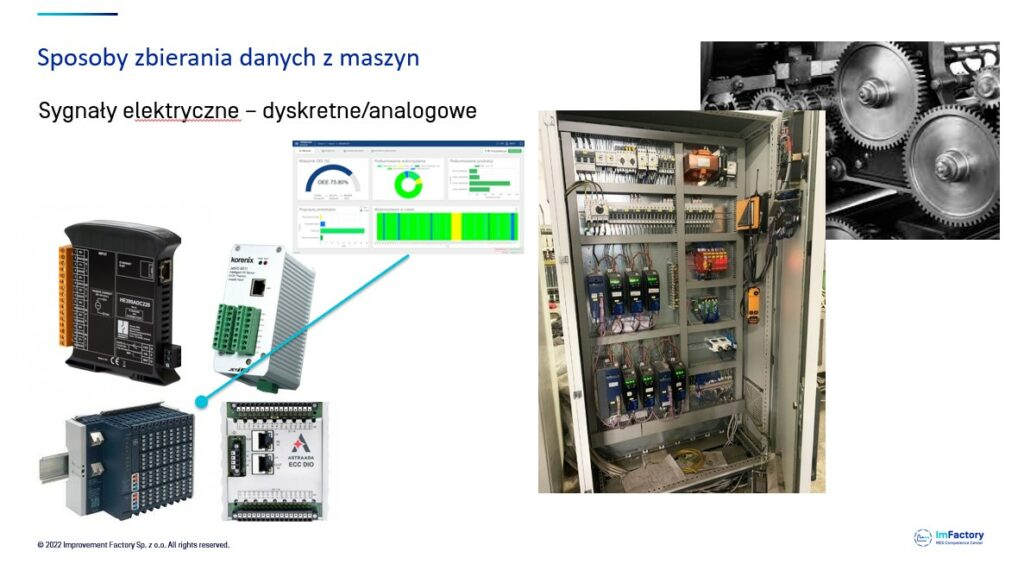
Sygnały elektryczne
Jednym z często proponowanych sposobów monitorowania urządzeń produkcyjnych jest zbieranie sygnałów z obwodów elektrycznych maszyn. To rozwiązanie ma taką zaletę, że nie ma potrzeby dokładania dodatkowych czujników do maszyn. Korzysta się z już istniejącej infrastruktury. Jest to możliwe dzięki wykorzystaniu styków pomocniczych przekaźników, co umożliwia równoległe wykorzystanie istniejących już sygnałów z maszyn. W ten sposób można zbierać dane np. przy użyciu koncentratorów danych, które zamieniają informacje elektryczne (czy to dyskretne, czy analogowe) na dane w konkretnym protokole. Uzyskane w ten sposób informacje można przesłać dalej do systemu i w kolejnym kroku przetworzyć.
Do zbierania sygnałów z obwodów elektrycznych wykorzystuje się styki pomocnicze przekaźników, źródło obrazka: ImFactory
Bezpośrednia komunikacja z urządzeniem
W tym rozwiązaniu dane mogą być pobierane za pomocą systemów sterowników PLC. System monitoringu maszyn czy system MES powinny zawierać szereg driverów komunikacyjnych, które umożliwiają podłączenie się do sterowników różnych producentów PLC. Bardzo ważne jest tutaj, aby różnorodność urządzeń stosowanych w zakładach produkcyjnych, które nieraz pochodzą od różnych producentów, nie ograniczała w żaden sposób możliwości podłączenia.
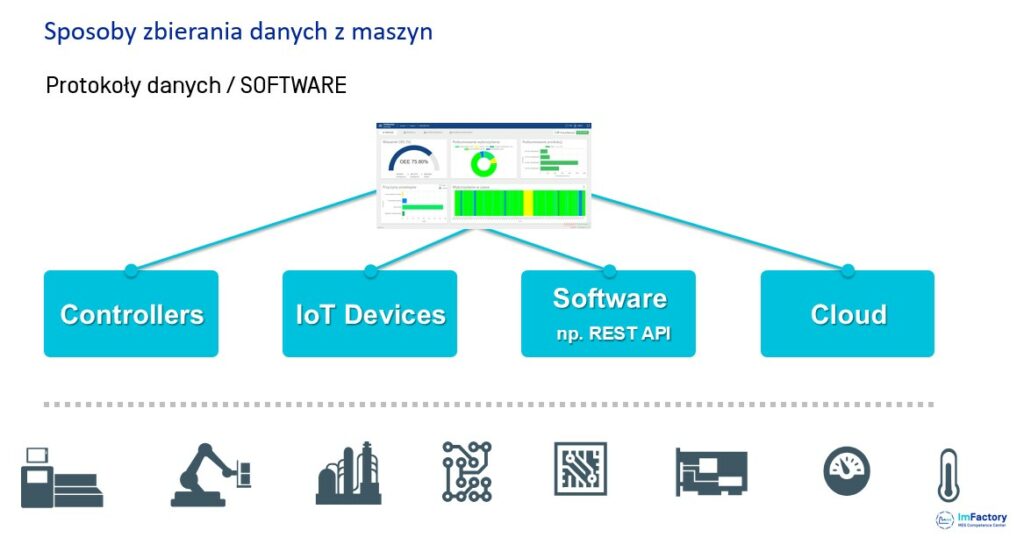
Protokoły danych
Czasami mamy do czynienia z nowoczesnymi stanowiskami, które są przygotowane jako jedna całość — kompleksowe stanowisko, czy linia produkcyjna. W przypadku takich rozwiązań zdarza się, że ich producent przewidział już pewne oprogramowanie do zbierania lub przesyłania danych. Takie informacje ze stanowisk produkcyjnych nie muszą wcale pochodzić bezpośrednio z maszyn. Do ich zbierania możemy wykorzystać tak zwane pośredniczące źródło danych jak np. API, chmurę czy kontrolery IoT, które już są w istniejącym rozwiązaniu danego producenta. Wtedy wystarczy tylko pobrać z nich dane i wykorzystać do dalszej analizy czy to historycznej, czy w czasie rzeczywistym.
Do zbierania informacji można wykorzystać tzw. pośredniczące źródła danych, źródło obrazka: ImFactory
Inne sposoby
Oprócz wymienionych istnieją jeszcze inne sposoby zbierania danych. Mogą być np.:
Pliki płaskie CSV, czyli np. dane historyczne takie jak logi, alarmy. Stanowiska pracy bardzo często zapisują je na potrzeby własnych systemów.
Dedykowane moduły I/O, pochodzące od producentów, którzy bardzo często przewidują możliwość dokupienia dodatków, przeznaczonych specjalnie do konkretnych, czasami wysoce scyfryzowanych, maszyn.
Sygnały pośrednie jak np. analiza energetyczna, gdzie na podstawie energii możemy wnioskować czy dana maszyna pracuje, czy nie pracuje oraz z jakim obciążeniem, a czasami nawet z jakim produktem pracuje.
Czujniki bezprzewodowe do mierzenia drgań czy temperatury. Nie wymagają one zasilania zewnętrznego, więc odpada konieczność okablowania maszyny, co często bywa problematyczne, a czasem wręcz niemożliwe.
Czujniki klasyczne, czyli optyczne, indukcyjne czy mechaniczne enkodery, pozwalające zebrać wiarygodne dane. Zawsze można dozbroić w nie maszynę jeśli sygnały, które już mamy, są niedostatecznie wiarygodne lub po prostu chcemy uzyskać jeszcze większą wiarygodność lub lepszy czas odpowiedzi.
Surowe sygnały
Czasem okazuje się, że rzeczywistość maszyn, a oczekiwania użytkownika systemu, to dwa różne światy. Sygnały zbierane na poziomie urządzeń i stanowisk produkcyjnych, są potrzebne do uzyskania rzetelnych danych, które posłużą do podejmowania kluczowych dla przedsiębiorstwa decyzji. Konieczne jest więc dostarczenie ich do systemu klasy wyżej. Tylko, że system klasy wyżej oczekuje już gotowych danych, a nie surowych sygnałów.
Surowe sygnały z maszyn nieraz bywają zaszumione i wymagają filtracji. Innym problemem jest to, że mogą nieść ze sobą niekompletną lub nie do końca pewną informację. Rozwiązaniem może być połączenie kilku sygnałów. Np. jeden sygnał może nas informować, że maszyna jest włączona, natomiast drugi sygnał, elektryczny lub inny, może mówić o uruchomieniu wrzeciona, przez co też daje informację o pracy maszyny. Łącząc ze sobą dwa sygnały, otrzymujemy jeszcze bardziej wiarygodną informację.
Ale nie tylko wiarygodność ma tu znaczenie. Takie połączenie dwóch sygnałów pozwala czasem dostrzec nowy kontekst. Daje nam to dodatkową informację, nie zwiększając kosztów związanych choćby z podłączeniami do kolejnych sygnałów.
Otwartość systemu
Dzięki wykorzystaniu platform, które umożliwiają modyfikowanie danych np. ich połączenie, wyskalowanie czy przetworzenie tak, żeby były one jak najbardziej użyteczne dla systemów klasy wyżej, możliwe jest tworzenie z nich nowych kontekstów. Bardzo często jest to niezbędna część układanki, która pozwala połączyć oczekiwania efektów końcowych użytkownika po stronie systemu z rzeczywistością maszyn.
Dlatego też niezależnie, czy wykorzystujemy w swoim przedsiębiorstwie system monitoringu maszyn, czy system klasy MES, bardzo ważne jest, żeby nie ograniczał on możliwości dalszej analizy i wykorzystania uzyskanych sygnałów w przeróżny sposób, a nie tylko w taki, do którego został początkowo wybrany.
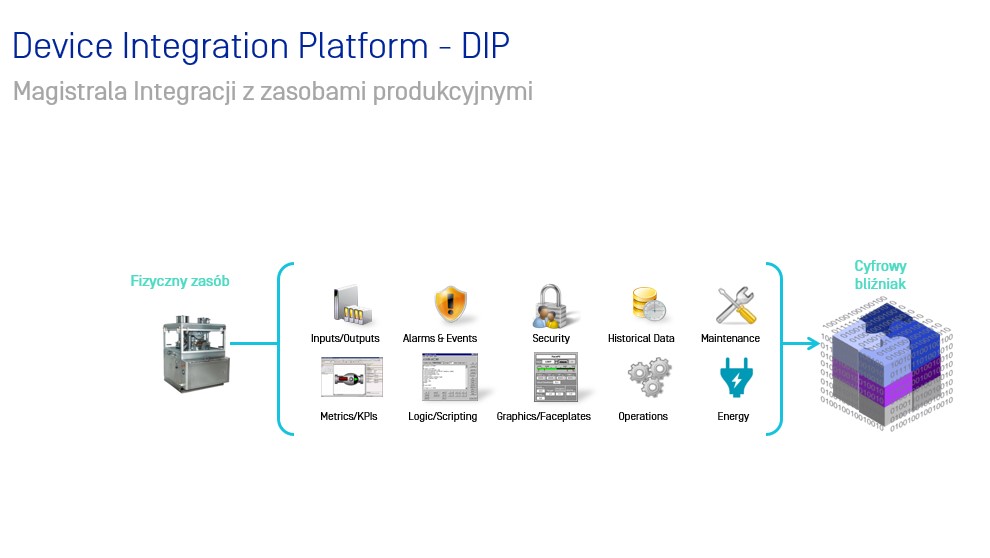
DIP – wielofunkcyjna platforma integracji danych
DIP (z ang. Device Integration Platform) to platforma cyfryzacji, która pomaga obsłużyć warstwę logiczną sygnałów. Co więcej pozwala też przetwarzać uzyskane dane i stworzyć tzw. cyfrowego bliźniaka, czyli replikę danego systemu w ramach systemu monitoringu czy systemu MES.
Mając fizyczny zasób, możemy utworzyć cyfrowego bliźniaka pod względem nie tylko sygnałowym, ale również alarmowym, logicznym, historycznym czy energetycznym. Daje to jeszcze więcej możliwości do późniejszej analizy.
Dzięki platformie DIP można stworzyć cyfrowego bliźniaka, który daje nowe możliwości analizy danych, źródło obrazka: ImFactory
Korzyści z DIP
Jakie są korzyści z takiej magistrali integracji? Na początek jest to automatyzacja zbierania danych. To bardzo ważne, ponieważ im więcej danych zbieranych jest automatycznie, tym większą wiarygodność zyskujemy i więcej czasu oszczędzamy. Automatyczne zarejestrowanie dokładnego momentu wystąpienia danego zdarzenia, przekłada się na rzetelność danych. Możemy też odciążyć operatorów, co jest bardzo ważne, bo taki system nie ma dodawać pracownikom obowiązków, a wręcz przeciwnie — mają mieć ich mniej, żeby mogli skupić się na najważniejszych zadaniach.
DIP uwzględnia też inne korzyści i potrzeby cyfryzacji. Tworząc cyfrowego bliźniaka, daje nowe możliwości dowolnego przetwarzania danych sygnałowych, a także pozwala elastycznie adaptować się do zmian w zasobach produkcyjnych i rozwijać system o nowe funkcjonalności.
Podsumowanie
Wybierając sposób monitorowania maszyn, dobrze jest myśleć perspektywicznie i nie zamykać sobie kolejnych możliwości na samym początku drogi, bo może to pokazać tylko kolejne wąskie gardła lub potencjalne obszary do cyfryzacji, które chcielibyśmy osiągnąć.
Absolwent Automatyki i Robotyki na Politechnice Gdańskiej. Project Manager z bagażem doświadczeń w projektach związanych z wdrożeniami systemów IT na produkcji. Poprzez ciągłą weryfikację potrzeb klienta wraz z zespołem z sukcesami buduje produkty, które umożliwiają szybkie osiąganie korzyści biznesowych w firmach produkcyjnych. Dzięki swojej specjalizacji odpowiedzialny jest także za dobór zasobów IT oraz zarządzanie wymaganiami klienta w zespole Improvement Factory [ImFactory].
Zobacz również
Chcesz dowiedzieć się więcej? Odwiedź naszą Bazę Wiedzy, gdzie znajdziesz artykuły i webinary przygotowane przez ekspertów, które pozwolą Ci poszerzyć swoją wiedzę.
Umów się na bezpłatną prezentację lub rozmowę na wskazany przez Ciebie temat.
Bezpłatna Konsultacja
Dziękujemy za przesłanie formularza.
Nasz opiekun skontaktuje się z Tobą w ciągu 1 dnia roboczego, aby dowiedzieć się więcej o Twoich wyzwaniach i umówić termin spotkania z konsultantem najlepiej dopasowanym do Twoich potrzeb.
W czasie oczekiwania zachęcamy do wejścia na Baza Wiedzy ImFactory, na której znajdziesz wiele ciekawych webinarów, artykułów oraz case studie, które wprowadzą w świat Cyfrowej Transformacji